

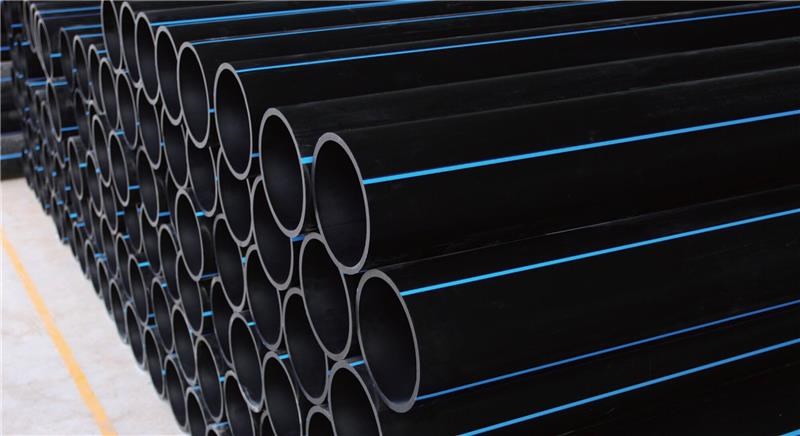







pe给水管虽然只是一种塑料管产品,但在安装过程中也涉及到各种安全问题。pe给水管安装注意事项。
一。安装pe给水管时,必须在加载后测量已安装设备的电压;同时,冠益管道武汉办事处,机壳必须接地,以确保人身安全。
2。测量装置电压后,应测量电网和发电机的电压,确保电压始终保持在220伏,以防止机器损坏。
三。由于pe给水管连接时需要加热过程,加热板温度指示灯应点亮,以保证焊接温度。

管道的端面在切削的时候首先需要在中间的位置放入铣刀,然后对夹具进行调整使得管件的端面位置处于夹紧的状态,然后再这个时候需要利用到铣刀将管件的端面的氧化层进行杂质切削,确保对接位置的端面是处于平整、光滑、无杂质的状态。端面切削之后需要避免受到其他物质的污染并且对其进行焊接工作而且在这个过程当中需要将加热板通电进行预热工作。
等到端面切削清理干净之后就可以调整夹具,让两管件的端面之间出现一段距离然后马上的将铣刀抽出来,并且把已经预热好的加热板垂直的放入到两管件当中,使得管件端面和加热板之间靠紧并且将其端面熔融。在这个时候需要注意不同的季节环境温度不同加热板需要进行加热的时间也都是不一样的。
熔融对接的时候需要等到管件端面熔融到合适的程度之后,将加热板拿开并且马上让两熔融端面的位置粘起来并且对夹具进行调整使其靠紧。
上面介绍的就是PE管进行热熔的方法,在热熔的过程当中一定要根据实际的热熔情况来进行调整。
PE管材的生产工艺流程具体步骤如下:
1、混料干燥
混料干燥的作用是将PE树脂与色母料搅拌、干燥、混合得到均匀的原材料。
2、塑化挤出
将原材料从料斗进入挤出机,经输送、压缩、熔融、均化作用下,由固体颗粒料逐步变为高弹态,再由高弹态逐步变为粘性流体(粘流态),并连续挤出。
3、模具成型
在合适的温度下,从挤出机中挤出的物料通过滤板由旋转运动变为直线运动进入模具。经过螺旋分流后在成型段融合压实为管状型坯,后从口模挤出。
4、冷却定型
从模具挤出的热管坯在负压状态下通过定径套真空定径箱的定型和冷却,再经过喷林冷却箱让管材内部逐渐冷却,从而整体固化定型。
5、切割
在计米轮的控制下,通过行星切割机来完成管材的定长切割。
6、堆放包装
切断后的管材被推到翻转台,经过检验包装后运走。
上面就是pe管材在生产时的具体步骤,在生产PE管材的时候,以上步骤缺一不可。但是在生产操作的时候还要注意以下几点:
1、上料机操作注意事项
吸料时间不能过长;经常清理过滤网;1监视微动开关是否正常。




 在线客服
在线客服 18986201886(微信同号)/15327159409(微信同号)
18986201886(微信同号)/15327159409(微信同号) 2088360491@qq.com
2088360491@qq.com


