









3.焊接接头
合格的焊接接头应具有沿管道整个计算圆周光滑对称结构的法兰,PE管低翻边深度的研究不应影响比其他管道低的表面;与翻边相邻的焊缝外圆周上任何错位的数量关系不得超过穿过管壁的材料厚度的10%;法兰应牢固PE管光滑,底座应宽大。翻边的下侧应无杂质、孔洞、变形和损伤。
产品:PE管平滑翻边。接头加压后,翻边时间可以更长。
缺陷:翻边后表面有大量气孔。短连接后的袖带压力。
4.扯断伸长率
断裂伸长率是指拉伸过程中样品长度与原始数据长度之比。PE管高断裂和伸长率表明产品越柔韧,其性能越好。
高品质产品:拉伸至3.5倍而不断裂。
劣质产品:因伸长和韧性差而易碎
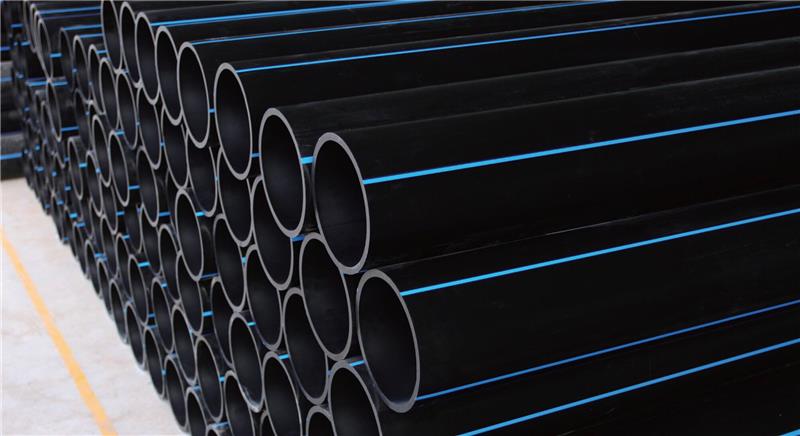
PE管可以用于输送、等,它和钢管相比较不需要做防腐处理,冠益管道武汉办事处,在施工时节省很多的时间,施工效率比较高,但是在施工时也有需要注意的问题,还有焊接也是需要注意的问题,如果焊接的步骤不对或者焊接时操作不正确,也很有可能在后续的使用中导致管道泄漏,造成环境污染,还有经济上的损失。
首先我们先来看一下在焊接时的注意事项。
1、热熔温度:225~235℃;
2、加热时间:壁厚X 10秒;
3、冷却时间:1/2 壁厚+10分钟:
4、焊接时要确保管材与管材或与管件、端口相平,可以有1/10 壁厚的错边;
5、确保加热端口无水、油、灰尘等污物,建议使用用酒精擦拭端口;
6、冷却时不要移动对接完的管材与管件。






 在线客服
在线客服 18986201886(微信同号)/15327159409(微信同号)
18986201886(微信同号)/15327159409(微信同号) 2088360491@qq.com
2088360491@qq.com


