









焊接之后做好保温工作。等到环境温度低于5℃的时候,在焊接结束只后需要在PE管焊道上面加盖保温被,这样可以防止焊道突然的降温,导致焊接失效,保温被材料是石棉被,保温效果是比较好的。
提高焊前预热温度。为延缓因低温环境造成热量的散失,在预热时候范围需要由原来的的75mm调整为120mm,预热温度在100-120℃范围内。温度往往需要使用数字显示红外线测温仪进行测量,pe给水管材生产厂家,一般是在距管口径向100mm—120mm的地方机械能给你测量,预热完成之后需要及时的进行焊接。
上面介绍的就是PE管在冬季进行焊接的技术,虽然在经过一些处理之后也是可以进行焊接的,但是在一些非常冷的时候,比如到了零下十几度的时候,小编是不建议进行焊接的。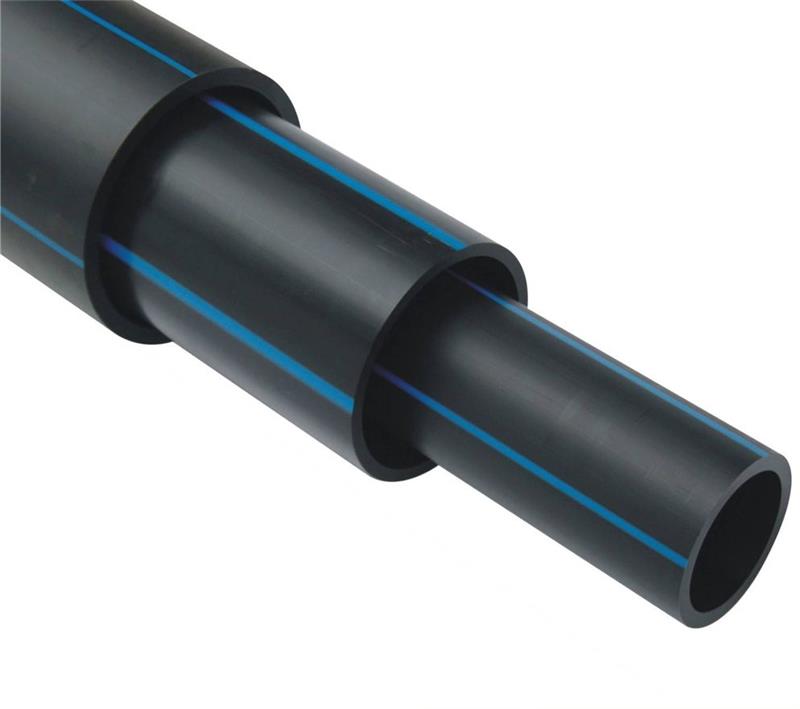
玻璃钢连接可靠性差,接头易漏水;PE给水管道系统一般采用热熔连接,pe给水管材厂家,连接处可靠性好,决无渗漏。
玻璃钢难符合环保要求,其废料难于处理,容易污染环境;PE可回收利用。
玻璃钢韧性、挠性差,对基础不均和错位的适应能力差,易损坏;PE给水管材韧性、挠性好,对基础不均和错位的适应能力强,可抵御和台风等恶劣环境。
通过上文我们可以了解到,PE管由于其强度高、耐高温、抗腐蚀、无毒、耐磨等特点,被广泛应用,它比玻璃管更卫生更健康适合作为饮用水管道,而且它连接简单,不容易出现漏水情况,公司有着多年的生产经验,汉口pe给水管材,有需要的客户快来选购吧,
管道的端面在切削的时候首先需要在中间的位置放入铣刀,然后对夹具进行调整使得管件的端面位置处于夹紧的状态,然后再这个时候需要利用到铣刀将管件的端面的氧化层进行杂质切削,pe给水管材管件厂家,确保对接位置的端面是处于平整、光滑、无杂质的状态。端面切削之后需要避免受到其他物质的污染并且对其进行焊接工作而且在这个过程当中需要将加热板通电进行预热工作。
等到端面切削清理干净之后就可以调整夹具,让两管件的端面之间出现一段距离然后马上的将铣刀抽出来,并且把已经预热好的加热板垂直的放入到两管件当中,使得管件端面和加热板之间靠紧并且将其端面熔融。在这个时候需要注意不同的季节环境温度不同加热板需要进行加热的时间也都是不一样的。
熔融对接的时候需要等到管件端面熔融到合适的程度之后,将加热板拿开并且马上让两熔融端面的位置粘起来并且对夹具进行调整使其靠紧。
上面介绍的就是PE管进行热熔的方法,在热熔的过程当中一定要根据实际的热熔情况来进行调整。




 在线客服
在线客服 18986201886(微信同号)/15327159409(微信同号)
18986201886(微信同号)/15327159409(微信同号) 2088360491@qq.com
2088360491@qq.com


