









焊接原理
【焊接工艺的确定都是在一定环境、温度、条件下设定,在不同环境温度下,因根据实际情况,适当调整参数。使用我司电熔管件宜使用恒压焊接。】恒压焊接时:焊接时需注意电熔焊机控制面板电流变化,钢丝网骨架pe管,从开始焊接到焊接完成电流值会慢慢变小。
原理:焊机在恒压焊接时,电压为恒定值,铜丝在熔融加热过程中电阻变大,电流必定变小。
特殊情况下如在焊接过程中发现“电流突然变大(不降反增)”,必须马上关闭电源,进行检查,防止出现喷料及冒烟现象,而形成过焊、虚焊。因为此时电熔管件里铜丝(电阻丝)马上并联在一起(串丝),电阻减小故电流突然增大。
【管材、件未能承插到位】
常见违规操作如下几点:
1、管材、件未能承插到位置的情况;
2、管材、件未能同心圆承插,存在歪歪扭扭的情况。
产生后果:
1、管材、件承插不到位,导致焊接过程中铜丝空烧或熔融料挤出、喷料等情况,严重影响焊接质量;
2、管材件承插时未同心圆承插,导致焊接过程中熔融料往受力点反方向挤压,导致该位置熔融料不足严重影响粘接。
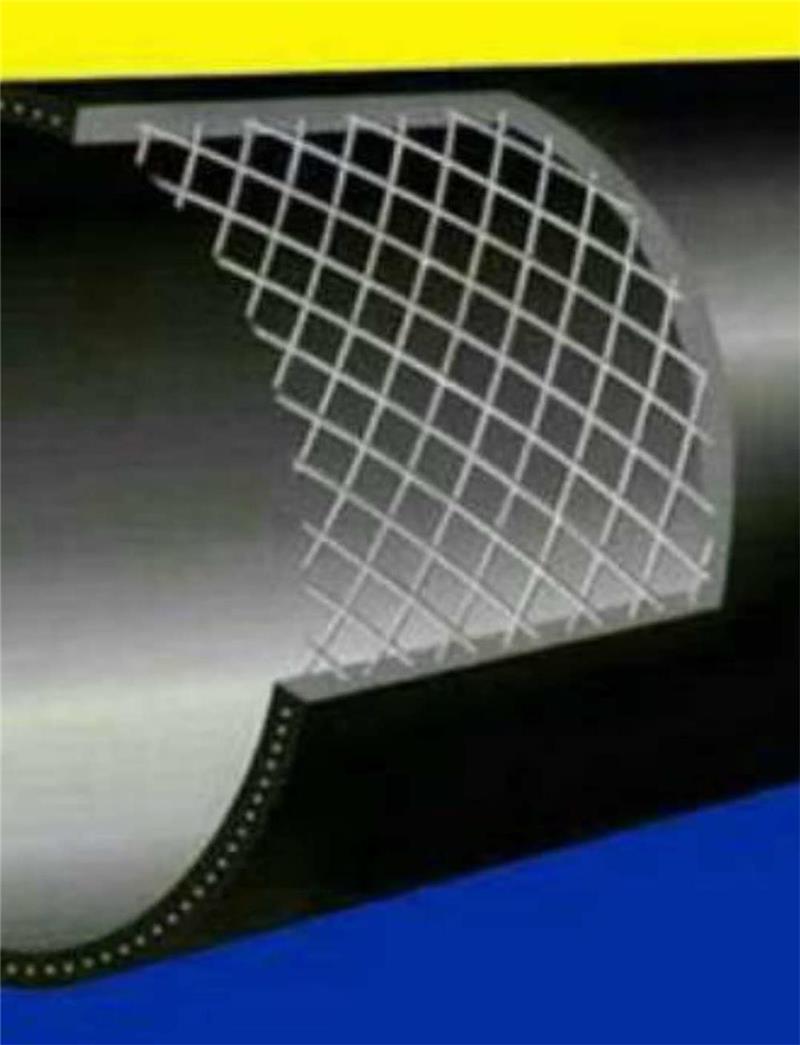

钢丝网骨架聚乙烯复合管在面板或卷根据材料的不同,锌+ PVC涂层焊接钢丝网与细胞50 mm×100毫米×2.2毫米和50毫米×50毫米×2.2 mm细胞,1.5米×15米卷。,钢丝网骨架聚乙烯复合管可以分为以下类型不锈钢:低等级不锈钢合金,非常节约成本和生产标准不锈钢等级。钢丝网骨架聚乙烯复合管是一个受欢迎的材料在混凝土、建筑和工业。它是由低碳钢丝,不锈钢丝焊接和表面处理之后。钢丝网骨架聚乙烯复合管布广泛用于建筑施工、保护系统、过滤、食品、农业等。铁栅栏及其镀锌钢丝网骨架聚乙烯复合管通常是由普通钢丝。




 在线客服
在线客服 18986201886(微信同号)/15327159409(微信同号)
18986201886(微信同号)/15327159409(微信同号) 2088360491@qq.com
2088360491@qq.com


